





| # | ||||||
| Nº | Courants résiduaires |
Types
|
Quantité
|
Gestion
|
Coût
|
|
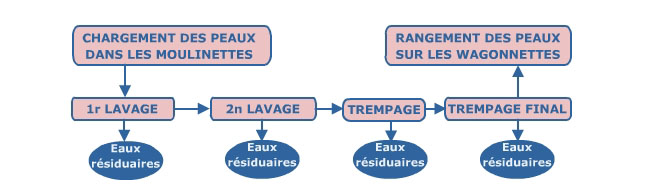
| 1 | 1r lavage |
Eaux
résiduaires
|
10 m³/lavage
|
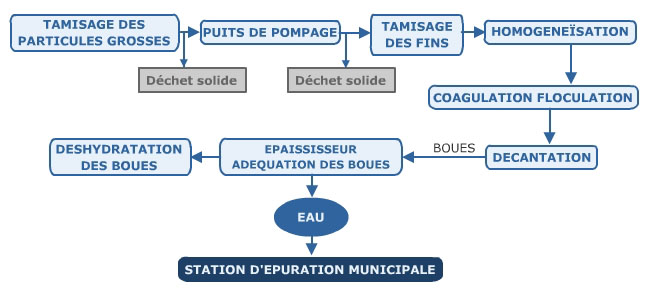
Traitement
physico-chimique
|
40 m³/moulinette
3 moulinettes 0,72 €/m³ 100 lavages/an > 8.640 €/an |
|
| 2 | 2n lavage |
Eaux
résiduaires
|
10 m³/lavage
|
Traitement
physico-chimique
|
||
| 3 | Bain de trempage |
Eaux
résiduaires
|
10 m³/lavage
|
Traitement
physico-chimique
|
||
| 4 | Trempage final |
Eaux
résiduaires
|
10 m³/lavage
|
Traitement
physico-chimique
|
||